-
-
-
Tổng tiền thanh toán:
-







![[IMG]](http://i1144.photobucket.com/albums/o496/thang296/huong%20dan%20ppr_Page_1_zpsw7rq5crk.jpg)
![[IMG]](http://i1144.photobucket.com/albums/o496/thang296/122_zps0wmgmy0f.jpg)
![[IMG]](http://i1144.photobucket.com/albums/o496/thang296/5547_zpsogkyfnkm.jpg)









{kind=link}
Sản phẩm đã được thêm vào giỏ hàng
Số lượng:
Tổng tiền:
|
|
|
|---|---|
|
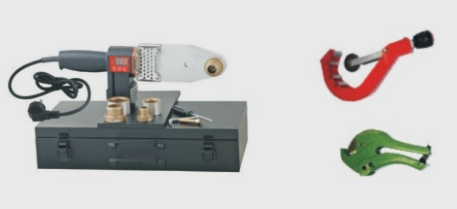
1 - Cắt ống chịu nhiệt
Cắt ống theo chiều dài yêu cầu, vạch dấu chiều dài của mối hàn lên bề mặt của ống chịu nhiệt, đảm bảo không bị mờ trong quá trình gia nhiệt. Mặt đầu của ống phải được làm sạch và vát mép.
|
cắt ống chịu nhiệt |
|
2 - Hàn ống chịu nhiệt ppr
Đẩy đầu ống và phụ tùng vào đầu gia nhiệt của máy hàn, cho tới phần giới hạn của đầu gia nhiệt. Trong quá trình đẩy không được xoay hoặc kéo ống và phụ tùng ra ngoài. Giữ nguyên ống và phụ tùng cho tới thời gian qui định.
|
hàn ống nhựa chịu nhiệt |
|
3 - Kỹ thuật nối ống chịu nhiệt PPR
Khi đã đủ thời gian qui định, rút đồng thời cả ống và phụ tùng khỏi đầu gia nhiệt, trong quá trình rút không được xoay ống chịu nhiệt ppr và phụ tùng. Nhanh chóng đẩy đầu ống nhựa đã được gia nhiệt vào phụ tùng cho tới chiều sâu đã được đánh dấu. Trong thời gian này có thể căn chỉnh phụ tùng khoảng 5° cho thẳng đường tâm của ống. |
nối ống hàn nhiệt PPR |
|
THỜI GIAN THAO TÁC HÀN ỐNG NHỰA CHỊU NHIỆT PP-R
|
THỜI GIAN ỔN ĐỊNH MỐI NỐI
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Máy hàn ống nhựa chịu nhiệt PP-R cho ống từ DN20 đến DN63
|
Máy hàn PP-R cho ống từ DN75 đến DN200
|
* Phải sử dụng băng Teflon khi lắp ráp phụ tùng chịu nhiệt PPR ren đồng để ngăn ngừa mối ghép bị rò rỉ.
|
Bước 1: Chỉ dùng băng keo Teflon để quấn cho ren ngoài. Giữ chặt một đầu băng keo, kéo căng băng keo để bám chắc vào ren, quấn băng keo theo hướng xoắn của ren (Cùng chiều kim đồng hồ) từ 5 vòng đến 5 -1/2 vòng cho đến hết chiều dài ren. Đoạn đầu của ren được quấn băng keo để chống cho băng keo bị đẩy ra ngoài trong quá trình vặn chặt.
Bước 2: Vặn ren ngoài và ren trong với nhau bằng tay.
Bước 3: Vặn chặt ren bằng dụng cụ có đồng hồ lực hoặc dụng cụ tương đương khác. Chỉ nên vặn từ 1/2 đến 2 vòng, trong quá trình lắp ráp tránh vặn ngược chiều tháo lỏng ren.
|

Số lượng:
Tổng tiền: